SOLDADURA POR PROCESO DE ARCO SUMERGIDO
INTRODUCCIÓN
Al igual que en los demás procesos de soldadura por
arco, este es un proceso en el cual el calor es aportado por un arco eléctrico
generado entre uno o más electrodos y la pieza
de trabajo.
El arco eléctrico mencionado está sumergido en una
capa de fundente granulado que lo cubre totalmente protegiendo el metal
depositado durante la soldadura. De aquí el nombre del proceso.
Una ventaja del proceso es que, estando el arco
completamente encerrado, pueden utilizarse intensidades de corriente
extremadamente elevadas sin chisporroteo o arrastre de aire. Las intensidades
elevadas producen una penetración profunda y el proceso es térmicamente
eficiente, puesto que la mayor parte del arco está bajo la superficie de la
plancha.
Es un proceso de alta dilución, en el que
aproximadamente se funde dos veces más metal base que electrodo. Corrientemente
se utilizan intensidades de 200 a 2000 Amperes, aunque en los primeros días del
proceso se emplearon intensidades hasta 5000 Amperes. En la actualidad estas
intensidades extremadamente elevadas no son utilizadas generalmente por distintas razones,
relacionadas principalmente con la metalurgia del depósito, y se prefiere
depositar el metal en capas para aprovechar la ventaja de la normalización
resultante del recalentamiento.
Un proceso de arco abierto que trabaje con
intensidades por encima de los 300 A debe utilizarse con precaución, porque el
arco es una intensa fuente de luz con elevado contenido de radiación infrarroja
y ultravioleta. En la soldadura con arco sumergido no es visible el arco y
tales precauciones son innecesarias. Por la misma causa el operario no puede
ver el baño y juzgar el avance de la soldadura; debe confiar en que el ajuste
sobre la unión permanece constante ó bien ajustar previa y cuidadosamente la
trayectoria del cabezal de soldadura con respecto a la unión.
La cantidad de polvo fundente fundido durante la
soldadura es aproximadamente la misma en peso que la de alambre fundido, y se
deja sobre el cordón de soldadura como una capa de escoria vítrea. Bajo esta
escoria el metal soldado tiene una superficie lisa, casi sin ondulaciones,
debido al alto aporte de calor que produce un baño de soldadura grande que
solidifica lentamente en contacto con la escoria relativamente fluida. Las
soldaduras obtenidas por arco sumergido son notables por su apariencia limpia y
contornos lisos. El polvo fundente no fundido durante la operación de soldadura
se recupera para utilizarlo nuevamente, pero debe tenerse cuidado que no esté
contaminado. Cuando se hace la soldadura en superficies inclinadas o cerca de
los cantos es necesario un estante ó un dispositivo similar para soportar el
fundente.
PRINCIPIO
DE FUNCIONAMIENTO
La corriente eléctrica se conduce
entre el electrodo y la pileta fundida a través de un plasma gaseoso inmerso en
el fundente.
La figura “1” nos muestra el principio de funcionamiento de este proceso de soldadura.
La potencia la suministra un generador, un transformador – rectificador ó un transformador y se conduce al alambre (electrodo) a través del tubo de contacto, produciéndose el arco entre aquel y el metal base.

El calor del arco funde el electrodo, el fundente y
parte del metal base, formando la pileta de soldadura que conforma la junta.
En todos los equipos de este tipo existe un mecanismo
que tracciona el alambre y lo conduce a través del tubo de contacto y de la
capa de fundente hasta el metal base.
Los alambres utilizados son generalmente aceros de
bajo carbono y de composición química perfectamente controlada; el alambre se
encuentra usualmente enrollado en una bobina.
El fundente se va depositando delante del arco a medida que avanza la
soldadura. Cuando se solidifica, se extrae el exceso para utilizarlo nuevamente
y el fundido se elimina mediante un piqueteado. En los equipos modernos existe
una aspiradora que absorbe el excedente de fundente y lo envía nuevamente a la
tolva de alimentación.
APLICACIÓN
La soldadura por arco sumergido ha encontrado su
principal aplicación en los aceros suaves de baja aleación, aunque con el
desarrollo de fundentes adecuados el proceso se ha usado también para el cobre,
aleaciones a base de aluminio y titanio, aceros de alta resistencia, aceros
templados y revenidos y en muchos tipos de aceros inoxidables. También se
aplica para recubrimientos duros y reconstrucción de piezas. Es un método
utilizado principalmente para soldaduras horizontales de espesores por encima
de 5mm, en los que las soldaduras sean largas y rectas. Pueden soldarse
espesores hasta doce milímetros sin preparación de bordes mientras que con
preparación de bordes el espesor máximo a unir es prácticamente ilimitado.
El propio
cabezal de soldadura puede moverse sobre el trabajo en un vehículo
autopropulsado ó en un puente ó el trabajo se hace girar bajo el cabezal de
soldadura estacionario.
Este método es ampliamente utilizado, tanto para soldaduras
a tope como en rincón, en construcción naval e industrias de recipientes a
presión, estructuras metálicas, tubos y tanques de almacenaje; para esta última
finalidad se utilizan máquinas especiales autopropulsadas, con un dispositivo
para contener el fundente, para soldar las costuras circulares en plaza.
SELECCIÓN
DE LOS PARÁMETROS DE SOLDADURA
La selección de condiciones de
soldadura más conveniente para el espesor de chapa y preparación de junta a
soldar es muy importante, a los efectos de lograr soldaduras libres de defectos tales como fisuras, poros y
socavación lateral.
Las variables a ser consideradas son
las siguientes:
POLARIDAD:
Con corriente continua positiva, CC(+) se logra mayor penetración, mejor aspecto superficial y mayor resistencia a la porosidad.
Con corriente continua negativa, CC(+) se obtiene
mayor velocidad de deposición con menor penetración.
CORRIENTE DE SOLDADURA:
Determina en forma directa la penetración y la
velocidad de deposición, aumentando ambas con el incremento de corriente.
DIÁMETRO DEL ALAMBRE:
Para una corriente dada, aumentando el diámetro se
reduce la penetración pero el arco se torna más inestable y se dificulta su
encendido.
TENSIÓN DE ARCO
Al aumentar la tensión se incrementan la dilución y el
ancho del cordón y disminuye la sobremonta lográndose un cordón ancho y plano.
Al mismo tiempo aumenta la cantidad de fundente que se funde con igual cantidad
de alambre, lo que afecta a la composición química del metal de soldadura en el
caso se emplear fundentes activos. Los voltajes excesivamente pequeños hacen
que el arco muera completamente bajo la superficie de la plancha, de modo que
la penetración tiene una sección transversal en forma de tulipa.
El voltaje de trabajo normal para soldar a tope es de
35 Voltios a 1000 A.
VELOCIDAD DE AVANCE:
Al aumentar la velocidad de traslación del arco
disminuye el ancho del cordón y la penetración, incrementándose el riesgo de
porosidad. Las velocidades excesivas se traducen en cordones mordidos y rugosos
ó picudos.
LONGITUD LIBRE DEL ALAMBRE:
Con un incremento de la longitud libre del alambre,
se aumenta la velocidad de deposición y decrece la penetración.
INCLINACIÓN DEL ALAMBRE:
Tiene un efecto considerable sobre la penetración y
sobre las eventuales socavaduras.
En la siguiente figura se muestra su incidencia.
ESPESOR DE LA CAPA DE FUNDENTE:
Una cama de fundente de poco espesor puede producir
porosidad por una inadecuada protección del metal fundido. Por otro lado, una
cama muy gruesa desmejora el aspecto del cordón y pude conducir a derrames del
metal fundido en soldaduras circunsferenciales y producir dificultades para la
remoción de la escoria en chaflanes profundos.

ALAMBRE PARA ELECTRODO
El alambre para soldadura por arco sumergido se
emplea en forma de bobinas y esté cobreado; esto evita la oxidación superficial
en el almacenaje y proporciona seguridad en el contacto eléctrico; con poca
resistencia entre el alambre de soldar y los contactos de cobre a través de los
cuales se conduce la corriente. El diámetro del hilo utilizado depende
fundamentalmente de la intensidad de corriente de soldadura necesaria y puede
situarse entre 5mm de diámetro, para corriente de 150 A, a 10mm de diámetro,
para una corriente de 3000 A.
El cordón de soldadura es ligeramente más estrecho
con un alambre delgado que con un alambre grueso con la misma intensidad de
corriente, pero el efecto principal del tamaño del alambre reside en su
penetración.
La composición de los alambres para soldadura por
arco sumergido depende del material que se suelda, puesto que los elementos
aleados se añaden generalmente al alambre y no al fundente. En este proceso las
variaciones en la técnica pueden alterar las relaciones de las cantidades
fundidas de plancha alambre y fundente. Cuando se utilizan alambres altamente
aleados, por ejemplo, aceros inoxidables, pude ser necesario añadir compuestos
de los elementos aleantes al fundente, para disminuir las reacciones
metal-escoria que pueden traducirse en pérdidas de los elementos aleantes hacia
la escoria.
FUNDENTES
Los fundentes para la soldadura por arco sumergido
están granulados a un tamaño controlado y pueden ser de tipo fundido,
aglomerado ó sinterizado.
Originalmente se utilizaban fundentes fundidos,
machacados y calibrados; atribuyéndoseles las ventajas de estar totalmente
libres de humedad y no ser higroscópicos. Tanto la composición química como el
estado de división de los fundentes tienen una importante influencia sobre la
forma de comportarse en la soldadura.
Los fundentes aglomerados se hacen mezclando los
constituyentes, finamente pulverizados, con una solución acuosa de un
aglomerante tal como silicato sódico; la finalidad es producir partículas de
unos pocos milímetros de diámetro formados por una masa de partículas más finas
de los componentes minerales. Después de la aglomeración el fundente se seca a
temperatura de hasta 800 oC.
Los fundentes sinterizados se hacen calentando
pellets componentes pulverizados a temperaturas justo por debajo del punto de
fusión de algunos de los componentes. Las temperaturas alcanzadas durante la
fabricación limitan los componentes de los fundentes. Para fundir un fundente
las temperaturas deben ser tan altas que los carbonatos y muchos otros
minerales se descomponen, por lo cual los fundentes básicos que llevan
carbonatos deben hacerse por alguno de los otros procedimientos, tales como
aglomeración.
Se ha sabido durante años que la baja tenacidad se
favorece con el uso de fundentes ácidos y que los fundentes de elevado
contenido en silicio tienden a comunicar oxígeno al metal soldado. Inversamente
los fundentes básicos dan un metal soldado limpio, con poca pocas inclusiones
no metálicas, y, consecuentemente, de elevada tenacidad.
Tanto la composición del fundente como su estado de
división influyen en el control de la porosidad. El proceso de arco sumergido
es generalmente más susceptible a la porosidad causada por superficies
herrumbrosas y sucias que el proceso de arco abierto. Ello es debido a que con
el proceso de arco abierto el vapor de agua y los productos gaseosos, que
abandonan la plancha por el calor de la soldadura, pueden escapar; mientras que
en el arco sumergido tienden a ser retenidos bajo el cojín de fundente. Por
esta razón es por lo que fundentes que tienen la mayor tolerancia a la
oxidación y suciedad son también los que tienen mayor permeabilidad, lograda
usando un grado grueso de gran regularidad. Sin embargo, cuando es necesario
soldar utilizando intensidades elevadas se requiere un fundente que cubra más
estrechamente, para dar un buen cierre al arco; esto se logra utilizando un
tamaño de partículas lo más fino posible y una mayor variedad en tamaños, para
aumentar el cierre de recubrimiento.
|
MATERIALES UTILIZADOS COMO COMPONENTES DE LOS
FUNDENTES |
|
MINERAL
|
FÓRMULA
|
|
Calcita |
CaCO3 |
|
Cordindón |
Al2O3 |
|
Criolita |
Na3AlF6 |
|
Dolomita |
CaMg(CO3)2 |
|
Ferosilicio |
FeSi2 |
|
Fluorita |
CaF2 |
|
Hausmanita |
Mn3O4 |
|
Hierro |
Fe
|
|
Óxido cálcico |
CaO
|
|
Magnesita |
MgCO3 |
|
Periclasa |
MgO
|
|
Cuarzo |
SiO2 |
|
Rhodenita |
MnSiO3 |
|
Rutilo |
TiO2
|
|
Wellastonita |
CaSiO3 |
|
Zircón |
ZrSiO4 |
|
Zirconia |
ZrO2 |
DEFECTOS
EN LAS SOLDADURAS POR ARCO SUMERGIDO
POROSIDAD
Es un defecto bastante común y se
debe a varios factores. A veces aparece en forma visible, como “pinchaduras” en
la superficie del cordón y otras en forma no visible, por debajo de la
superficie, revelado por rayos X ó ultrasonido.
Las principales causas son:
Contaminación
de la junta con pintura, grasa, aceite, óxidos hidratados, etc.. Estos
materiales se descomponen a las elevadas temperaturas del arco produciendo gases.
Fundente
húmedo. Es buena práctica resecar los fundentes antes de su empleo y
almacenarlos en un ambiente calefaccionado. Los fabricantes proveen
indicaciones al respecto.
Si
la unidad recuperadora es accionada por aire comprimido, éste deberá ser secado
previamente.
FISURACIÓN POR HIDRÓGENO
Algunos aceros son más susceptibles
que otros a la fisuración en frío, pero afortunadamente las soldaduras por arco
sumergido no poseen tendencia particular a este defecto. Si el acero es
templable y el fundente está húmedo, entonces sí pueden aparecer fisuras en
frío. Este problema se evita manipulando correctamente el fundente y respetando
las temperaturas de precalentamiento, interpasadas y de postcalentamiento en
los casos en que ello sea necesario.
FISURAS DE SOLIDIFICACIÓN
La fisuración en caliente suele ser un problema
causado por el gran tamaño de la pileta líquida debido a grandes corrientes de
soldadura combinado con elevadas velocidades de avance. Esto origina cordones
estrechos y profundos que son muy proclives a las fisuras longitudinales en
caliente; figura siguiente.
El problema se agravará ante la presencia de P, S, C .
Si
se presume la presencia de estos elementos en el metal base en cantidades
mayores que lo normal, debe minimizarse la dilución además de lograr cordones
con un perfil adecuado.
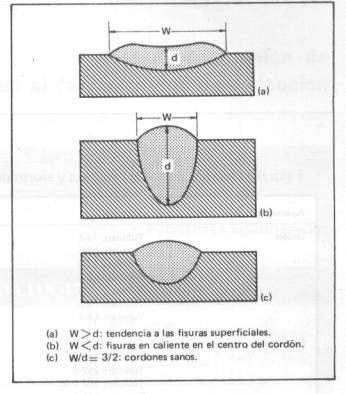
Factor de forma en cordones realizados por el proceso
de arco sumergido.
VENTAJAS
Y DESVENTAJAS DEL PROCESO
El arco sumergido, respecto de los
otros procesos de soldadura, ofrece las siguientes ventajas:
Las juntas pueden ser preparadas en “V” con poca profundidad debido a la elevada penetración del proceso, obteniéndose con esto un menor consumo de alambre y fundente.
Los procesos de soldadura pueden realizarse a altas velocidades debido a la elevada intensidad con que se opera en la mayoría de las aplicaciones.
No es necesario proteger al operador de la máquina de la emisión de radiación, ya que el arco se encuentra sumergido en el fundente, evitándose además las salpicaduras del metal fundido.
El fundente actúa como un desoxidante protegiendo el arco y aportando elementos de aleación al cordón en el caso de emplear fundentes aleados.
Por otro
lado, las limitaciones del proceso son:
Muchas soldaduras requieren algún
tipo de respaldo para evitar la perforación del metal base.
Este proceso conlleva un tiempo de
preparación mayor previa mayor que otros.
Con este sistema generalmente se
sueldan piezas a partir de los 5 mm de espesor.
La posición de soldadura está
restringida a plana y horizontal.
EJEMPLO DE APLICACIÓN DEL PROCESO
Las siguientes imágenes ilustran el
empleo del proceso de soldadura por
arco sumergido en el armado de perfiles tipo “doble T” soldados.


